
En impression 3D FDM il faut savoir qu’il existe 2 grandes classes de HOTEND, ou plus particulièrement différents Heat Break. Il est important de comprendre le principe de fonctionnement d’un HOTEND d’imprimante FDM, le filament passe dans le HOTEND pour fondre dans la partie inférieur du HOTEND et être déposer sur le plateau via une buse, mais la partie haute elle doit maintenir le filament dans une température suffisamment froide pour que celui-ci ne fonde pas avant d’arriver dans le corps de chauffe. Je vais partir ici d’un HOTEND E3D V6 qui est très modulaire pour expliquer les différences, mais le principe de fonctionnement est le même sur toutes les HOTEND du marché.



Le heat break est donc l’un des éléments les plus important d’une HOTEND car c’est lui qui devra de manière contradictoire être sur une partie en contact avec la buse et sur une autre en contact avec le dissipateur de chaleur.
Il faut savoir qu’il existe 3 types de heat break :
- Full Métal
- PTFE traversant
- PTFE « lining »
Chacun des 3 possèdent ses avantages mais aussi ces inconvénients, on aimerait tous avoir un HOTEND unique nous permettant de faire n’importe quel type d’impression, dans n’importe quel matière mais cela n’existe pas dans le monde de l’impression 3D. Comme dirait mon oncle, tout est histoire de compromis en impression 3D 😉
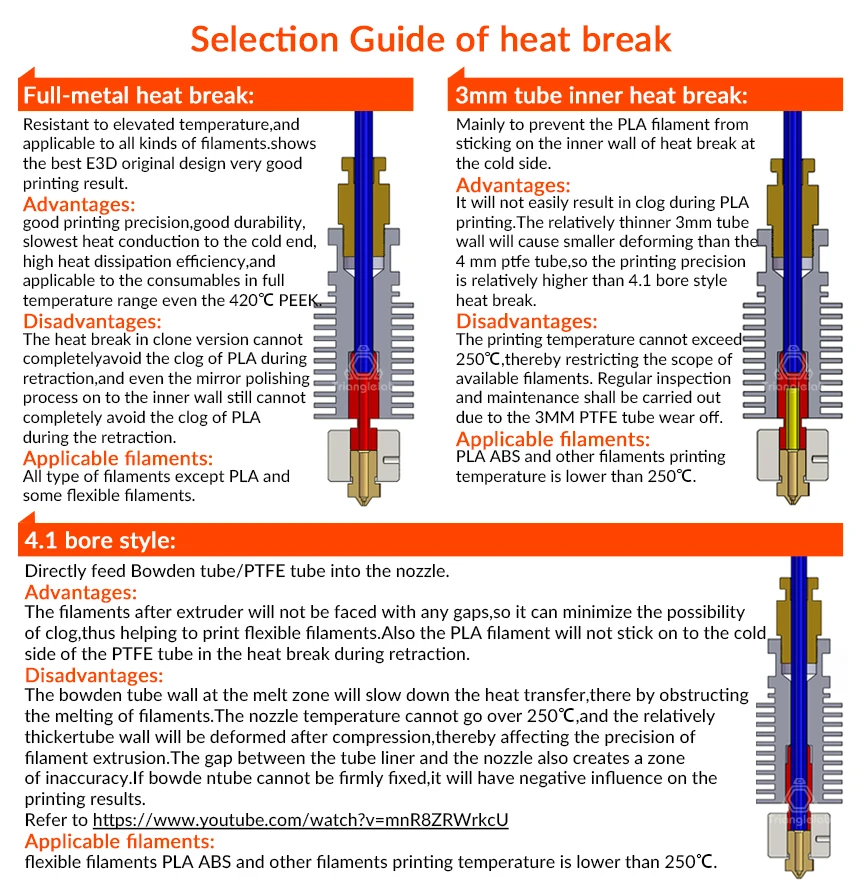
Le heat Break FULL METAL
Dans le cas d’une FULL METAL, le PTFE en assez haut dans le dissipateur, et vient en contact avec le Heat Break.
Avantage
Le PFTE n’étant pas en contact avec la partie chauffante, celui-ci ne risque pas de fondre ou de se déformer, cela permet donc des températures d’extrusions très élevés, bien au dessus des 260 degrés qu’acceptent le PTFE.
Inconvénient
Il est difficile de maintenir une température faible dans la partie haute du heat break , cela provoque des soucis avec des matières comme le PLA qui a tendance a gonfler au dessus de 50 degrés et donc ne va plus réussir a avancer.
Le heat Break PTFE traversant
Dans ce cas, le PTFE vient en contact directement avec la buse
Avantage
Le PTFE passe a travers le heat break et vient en contact avec la buse, il n’y a donc pas de problème avec du PLA car celui-ci est isolé dans le PTFE jusqu’a ce qu’il arrive dans le corps de chauffe, et donc ne gonflera pas facilement.
Inconvénient
Le PTFE touchant la buse, il est impossible de monter la température au delà de 260 degrès. L’impression d’ABS ou d’autres matières demandant de haute températures est impossible.
Il y a de fort risque de bouchage si le PTFE n’est pas bien en contact avec la buse.
Le linig est une variante avec un morceau de PTFE fixe dans la partie basse du heat break. Cela permet d’être sur que le PTFE est bien en contact avec la buse, mais si vous chauffer trop alors la maintenance sera plus complexe car il sera difficile de changer le PTFE à l’intérieur du heat break.
En conclusion, le choix du produit dépend de ce que l’on souhaite faire 😉